Description
Meet James
James, Supply Chain Director, oversees the management, coordination, and optimization of supply chain activities to ensure timely delivery of products to customers. He handles procurement, logistics, and inventory management while ensuring efficient flow of materials and goods throughout the supply chain.
What Data Does a Supply Chain Director Manage?
A Supply Chain Director like James typically manages a variety of data related to the operations of the supply chain. This can include:
- Inventory Data: Information about stock levels, storage locations, and expiration dates (if applicable).
- Customer Data: Contact information, purchasing history, and preferences.
- Sales Data: Details about sold products, including quantities, prices, and sale dates.
- Financial Data: Sales revenues, expenses, and profits.
- Employee Data: Names, job titles, and schedules of the supply chain team.
- Supplier Data: Information about suppliers, their contact details, and the products they supply.
In addition to managing this data, James is responsible for tracking and managing orders, preparing reports, and ensuring that the supply chain operates smoothly and efficiently.
What Risks?
Operational risks for a Supply Chain Director may include:
- Loss or Damage to Stock: Due to poor handling, storage, accidents, or theft.
- Inaccurate Record-Keeping: Leading to inventory management issues and difficulties in order tracking.
- Safety Hazards: Risks of injury when handling heavy or hazardous materials.
- Customer Service Issues: Challenges in dealing with difficult customers or handling complaints.
- Data Security Risks: Ensuring sensitive data is protected from unauthorized access.
- Legal and Regulatory Compliance: Adhering to relevant laws and regulations.
- IT System Failures: Operational disruptions due to system failures.
By identifying and managing these risks, James helps ensure the smooth and efficient operation of the supply chain.
What Certification?
There are various certifications that can enhance a Supply Chain Director’s skills and job prospects, such as:
- Certificate in Supply Chain Management: Offered by the Institute for Supply Management (ISM).
- Certified Purchasing Manager (CPM): For procurement and management of goods and services.
- Certified in Production and Inventory Management (CPIM): Offered by the Association for Operations Management (APICS).
- Certified Supply Chain Professional (CSCP): Covers supply chain strategy, design, and implementation.
- Six Sigma Green Belt: For professionals involved in process improvement.
Obtaining these certifications can help James develop the skills and knowledge needed to excel in his role.
Data Analysis
James: “Hey David, I noticed we’ve been running low on a few of our raw materials lately. Do you have any idea what’s going on?”
David (Supply Manager): “Yeah, I’ve been keeping an eye on it. It looks like we’ve been experiencing some shortages due to unexpected demand for our products.”
James: “That makes sense. But is there anything we can do to prevent these shortages from happening in the future?”
David: “One thing we could try is using data analysis to more accurately predict demand for our products. That way, we can make sure we have enough raw materials on hand to meet that demand.”
James: “How would we go about doing that?”
David: “One tool we could use is called Material Requirements Planning (MRP). It helps us calculate how much of each raw material we need based on the forecasted demand for our finished products.”
James: “That sounds useful. How does MRP work exactly?”
David: “MRP uses data on our current inventory levels, lead times for purchasing raw materials, and production schedules to calculate how much of each raw material we need to have on hand at any given time. It takes into account the amount of raw material used in each product, as well as the lead time it takes to get more material when we run low.”
James: “That makes a lot of sense. Do you think implementing MRP could help us avoid shortages in the future?”
David: “Definitely. By using MRP to more accurately predict demand and plan our raw material purchases, we should be able to avoid running out of the materials we need to keep production running smoothly.”
Daily Follow-Up Files
James had been working as a Supply Chain Director in a large manufacturing company for several years. He was responsible for managing the inventory of raw materials, finished products, and spare parts used in the production process. James took pride in his work and was constantly looking for ways to improve the efficiency of the inventory management system.
One day, James noticed that the production team was experiencing shortages of certain spare parts, causing delays in the production process. James decided to investigate the issue by using daily follow-up files to track the inventory levels of the spare parts. He used the data to identify trends and patterns that could help him predict when shortages might occur.
With the help of the data, James was able to identify several factors that were contributing to the part shortages. He discovered that some of the parts were being used more quickly than anticipated, while others were being wasted due to inefficient production processes. James presented his findings to the production team, and they were impressed by his ability to use data to identify the root causes of the shortages.
With James’s help, the production team implemented several changes to improve the inventory management system. They developed more accurate forecasting models, improved vendor management processes, and streamlined the production process to reduce waste and increase efficiency. James continued to use daily follow-up files to monitor inventory levels and to identify any areas that needed further improvement.
As a result of James’s data-driven approach to inventory management, the company was able to reduce part shortages and improve the efficiency of the production process. James’s colleagues praised him for his innovative approach, and he became known as the go-to person for inventory management within the company.
James was happy to have made a significant contribution to the company’s success and was proud of the role he played in helping to improve the inventory management system. He continued to use data analysis and daily follow-up files to identify areas for improvement and to help the company stay ahead of the competition.
KPI
Key Performance Indicators (KPIs):
- Accuracy of Inventory Records: Ensuring accurate tracking of stock levels.
- On-Time Delivery: Fulfilling and delivering orders on time.
- Customer Satisfaction: Providing excellent customer service.
- Stock Turnover Rate: Maintaining appropriate stock levels.
- Order Accuracy: Accurately filling orders.
- Order Processing Time: Efficiently processing orders.
- Inventory Accuracy: Conducting regular inventory counts.
- Safety and Security: Ensuring safety and security of the warehouse.
- Compliance with Policies and Procedures: Adhering to company policies and regulations.
Data within SAP
Main SAP Screens:
- Material Master Data: View and maintain detailed information about materials.
- Stock Overview: Overview of current stock levels.
- Purchase Order: Create, view, and manage purchase orders.
- Goods Receipt: Record and confirm the receipt of goods.
- Material Movement: Record and track material movements.
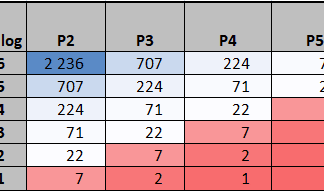
- Stock Aging Analysis: Visual representation of stock aging.
- Reservation: Reserve materials for specific orders.
- Physical Inventory: Perform inventory counts and reconcile stock levels.
- Stock Requirement List: View and manage stock requirements.
- Reports: Access various inventory-related reports.
Roles of Data for Supply Chain Director
Importance of Daily Follow-Up Files and Data Analysis:
Inventory management is crucial in manufacturing industries. James uses daily follow-up files to track inventory levels, monitor usage patterns, and forecast future needs. This helps to:
- Identify Inventory Shortages: Prevent shortages by predicting them early.
- Monitor Usage Patterns: Identify areas of waste and inefficiency.
- Improve Communication: Share inventory data with other departments for better coordination.
- Enhance Efficiency: Optimize inventory management to reduce costs and increase profitability.
By using daily follow-up files, James ensures that inventory is always available when needed, improving the efficiency of the production process and the company’s overall profitability.